
ਉਤਪਾਦ ਦਾ ਵੇਰਵਾ
| ਕਿਸਮ: | ਕਨਵੀਅਰ ਮੋਟਰ ਵਾਇਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ, ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਲਈ 7 ਵੀਂ ਬੈਟਰੀ ਲੇਬਲ ਸਟਿੱਕਰ ਮਸ਼ੀਨ | ਲੇਬਲਿੰਗ ਸਪੀਡ: | 60-300 ਪੀਸੀਐਸ / ਮਿੰਟ |
|---|---|---|---|
| ਪੈਕਿੰਗ ਸਮਗਰੀ: | ਲੱਕੜ | ਕੁੰਜੀ ਸ਼ਬਦ 1: | ਆਰਡਰ ਸਟਿੱਕਰ |
| ਕੁੰਜੀ ਸ਼ਬਦ 2: | ਬੰਪਰ ਸਟਿੱਕਰ | ਕੁੰਜੀ ਸ਼ਬਦ 3: | ਸਵੈ-ਚਿਪਕਣ ਵਾਲੀ ਸਟੀਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ |
| Brandਬਜੈਕਟ ਫੀਡਿੰਗ ਮੋਟਰ ਦਾ ਬ੍ਰਾਂਡ: | ਜੀਪੀਜੀ (ਤਾਈਵਾਨ) | ਆਬਜੈਕਟ ਡਿਜੈਕਟ ਮੈਜਿਕ ਆਈ: | ਓਮਰੋਨ (ਜਪਾਨ) |
| ਲੇਬਲ ਦੀ ਉਚਾਈ: | 20-90mm | ਲੇਬਲ ਦੀ ਲੰਬਾਈ: | 25-80 ਮਿਲੀਮੀਟਰ |
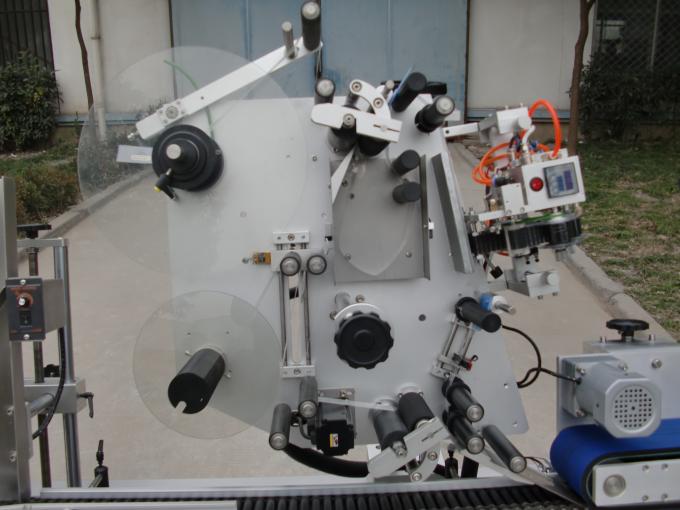
ਕਨਵੇਅਰ ਮੋਟਰ ਸ਼ੀਸ਼ੀ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ, ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਲਈ 7 ਵੀਂ ਬੈਟਰੀ ਲੇਬਲ ਸਟਿੱਕਰ ਮਸ਼ੀਨ
ਕਾਰਜਸ਼ੀਲ ਸਿਧਾਂਤ:
1. ਕੋਰ ਸਿਧਾਂਤ: ਆਬਜੈਕਟ ਮੈਜਿਕ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਦਾ ਉਤਪਾਦ ਖੋਜਦਾ ਹੈ, ਲੇਬਲਿੰਗ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਦੁਆਰਾ ਸਿਗਨਲ ਤੇ ਵਾਪਸ ਜਾਉ, ਉਚਿਤ ਸਥਿਤੀ ਕੰਟਰੋਲ ਪ੍ਰਣਾਲੀ ਨਿਯੰਤਰਣ ਭੇਜੋ ਲੇਬਲ ਵਿਚ ਅਤੇ ਉਤਪਾਦ ਨਾਲ ਜੁੜਿਆ. ਲੇਬਲਿੰਗ ਸਥਿਤੀ ਲਈ, ਉਤਪਾਦ ਲੇਬਲ ਤੇ ਜੁੜੇ ਡਿਵਾਈਸਕੋਟਿੰਗ ਦੁਆਰਾ ਫਲਡ ਹੁੰਦਾ ਹੈ.
2. ਓਪਰੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ: ਪੁਟ ਉਤਪਾਦ (ਲਾਈਨ) ਉਤਪਾਦ ਡਿਲਿਵਰੀ ਉਤਪਾਦ ਵੱਖ ਕਰਨਾ ਲੇਬਲਿੰਗ (ਉਪਕਰਣ ਆਪਣੇ ਆਪ) ਲੇਬਲਿੰਗ ਦੇ ਉਤਪਾਦ ਨੂੰ ਇੱਕਠਾ ਕਰਦੇ ਹਨ
ਤਕਨੀਕੀ ਮਾਪਦੰਡ:
| ਨਾਮ | ਕਨਵੇਅਰ ਮੋਟਰ ਸ਼ੀਸ਼ੀ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ, ਇਲੈਕਟ੍ਰਾਨਿਕਸ ਲਈ 7 ਵੀਂ ਬੈਟਰੀ ਲੇਬਲ ਸਟਿੱਕਰ ਮਸ਼ੀਨ |
| ਲੇਬਲ ਦੀ ਉਚਾਈ | 25-95mm |
| ਲੇਬਲ ਦੀ ਲੰਬਾਈ | 25-80 ਮਿਲੀਮੀਟਰ |
| ਪ੍ਰਿੰਟਰ ਦੀ ਗੈਸ ਖਪਤ | 5 ਕਿਲੋਗ੍ਰਾਮ / ਐਮ 2 (ਜੇ ਕੋਡਿੰਗ ਮਸ਼ੀਨ ਸ਼ਾਮਲ ਕਰੋ) |
| ਵਿਆਸ ਦੇ ਅੰਦਰ ਲੇਬਲ ਰੋਲਰ | 76mm |
| ਲੇਬਲ ਰੋਲਰ ਬਾਹਰ ਵਿਆਸ | 280mm |
| ਆਬਜੈਕਟ ਦੀ ਉਚਾਈ | 20-90mm |
| ਲੇਬਲ ਦੀ ਲੰਬਾਈ | 25-80 ਮਿਲੀਮੀਟਰ |
| ਪੈਕੇਜਿੰਗ ਵੇਰਵੇ: | ਲੱਕੜ ਦੇ ਕੇਸ ਨਿਰਯਾਤ ਪੈਕਿੰਗ |
| ਬਿਜਲੀ ਦੀ ਸਪਲਾਈ | 220V 50 / 60HZ 2KW |
| ਲੇਬਲਿੰਗ ਦੀ ਸ਼ੁੱਧਤਾ | Mm 1mm |
| ਲੇਬਲਿੰਗ ਸਪੀਡ | 60-200 pcs / ਮਿੰਟ |
| ਸ਼ਿਪਿੰਗ ਦੀ ਬੰਦਰਗਾਹ | 60-200 pcs / ਮਿੰਟ |
ਮਕੈਨੀਕਲ ਵਿਵਸਥਾ
1. ਰੋਲਿੰਗ ਲੇਬਲਿੰਗ: ਰੋਲਿੰਗ ਲੇਬਲਿੰਗ ਦੇ ਪਲੈਟ ਨੂੰ ਹੇਠਾਂ ਰੱਖੋ ਅਤੇ ਫਿਰ ਸਟੇਨਲੇਸ ਤਲ ਦੀਵਾਰ ਨੂੰ ਸੋਧੋ. ਕਿਰਪਾ ਕਰਕੇ ਪੇਪਰ ਪਲੇਟ ਅਤੇ ਪਲੇਟ ਲਗਾਓ ਜਦੋਂ ਪੇਚਾਂ ਨੂੰ ਠੀਕ ਕਰੋ ਅਤੇ ਇਕੋ ਪੱਧਰ 'ਤੇ ਰੋਲਿੰਗ ਪਲੇਟ ਨਾਲ ਮੇਲ ਸਕਦੇ ਹੋ ਤਾਂ ਨੋਟ ਕਰੋ: ਨੋਟ: ਪੇਪਰ ਪਲੇਟ ਦੇ ਅੰਦਰੂਨੀ ਮੋਰੀ ਨੂੰ ਸਟੈਨਲੈਸ ਸੈਂਟਰ ਲੋਕਲਾਈਜ਼ੇਸ਼ਨ ਰੋਲ ਨਾਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਮੇਲ ਨਹੀਂ ਖਾਂਦਾ), ਫਿਰ ਪੇਚਾਂ ਨਾਲ ਦੁਬਾਰਾ ਠੀਕ ਕਰੋ. ਕਿਰਪਾ ਕਰਕੇ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਕਾਗਜ਼ ਦੀ ਪਲੇਟ ਆਸਾਨੀ ਨਾਲ ਘੁੰਮ ਸਕਦੀ ਹੈ, ਜੇ ਨਹੀਂ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਇਸਨੂੰ ਉਪਰੋਕਤ ਕਦਮਾਂ ਦੇ ਅਨੁਸਾਰ ਸੋਧੋ ਜਦੋਂ ਤੱਕ ਇਹ ਅਸਾਨੀ ਨਾਲ ਚੱਕਰ ਨਹੀਂ ਕਰ ਸਕਦਾ.
2. magicਬਜੇਕਟ ਮੈਜਿਕ ਆਈ ਦਾ ਪਤਾ ਲਗਾਓ: ਲੇਬਲ ਟੇਪਾਂ ਵਿਚ ਧਾਗੇ ਦੀ ਜ਼ਰੂਰਤ: ਪਹਿਲਾਂ, ਲਾਈਨ ਵਿਚਲੇ ਸਾਰੇ ਰੋਲਰਾਂ ਦੀ ਲਚਕਤਾ ਦੀ ਜਾਂਚ ਕਰੋ ਕਿ ਕਿਹੜਾ ਲੇਬਲ ਲੰਘੇਗਾ; ਕਿਰਪਾ ਕਰਕੇ ਇਸਨੂੰ ਵਿਵਸਥਤ ਕਰੋ ਜਦੋਂ ਤੱਕ ਇਹ ਅਸਾਨੀ ਨਾਲ ਕੰਮ ਨਹੀਂ ਕਰ ਸਕਦਾ. Threadੰਗ ਵਿੱਚ ਧਾਗੇ ਲਈ, ਕਿਰਪਾ ਕਰਕੇ ਅਗਲੇ ਪੰਨੇ 'ਤੇ ਚਿੱਤਰ ਨਕਸ਼ੇ ਨੂੰ ਹਵਾਲਾ ਦੇ ਤੌਰ ਤੇ ਲਓ, ਤੀਰ ਦੀ ਦਿਸ਼ਾ ਉਸ ਦਿਸ਼ਾ ਦਾ ਹਵਾਲਾ ਦਿੰਦੀ ਹੈ ਜਿਸ ਦੁਆਰਾ ਲੇਬਲ ਲੰਘਦੇ ਹਨ. ਕਿਰਪਾ ਕਰਕੇ ਇਸ ਗੱਲ ਤੇ ਖਾਸ ਧਿਆਨ ਦਿਓ ਕਿ ਲੇਬਲ ਨੂੰ ਫੋਟੋ-ਸੰਚਾਰ ਯੰਤਰ ਨੂੰ ਚਾਲੂ ਰੱਖਣ ਦਾ ਬੀਮਾ ਕਰਵਾਉਣ ਲਈ ਵਿਰੋਧੀ ਫੋਟੋ-ਸੈਂਸਰ ਦੇ ਵਿਚਕਾਰ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. (ਫੋਟੋ-ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਡਿਵਾਈਸ ਦੀ ਉੱਪਰ ਅਤੇ ਹੇਠਲੀ ਸਥਿਤੀ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਤਾਂ ਕਿ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਬਿਜਲੀ ਦੀਆਂ ਅੱਖਾਂ ਲੇਬਲ ਦੇ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਦੂਰ ਕਰ ਸਕਦੀਆਂ ਹਨ.

ਅਕਸਰ ਪੁੱਛੇ ਜਾਂਦੇ ਪ੍ਰਸ਼ਨ:
ਬੋਤਲ ਦੇ ਕਾਰਨਾਂ 'ਤੇ ਲੇਬਲ ਲਗਾਏ ਨਹੀਂ ਜਾ ਸਕਦੇ: ਬੋਤਲ ਲੇਬਲਿੰਗ ਸਥਿਤੀ' ਤੇ ਪਹੁੰਚਣ 'ਤੇ ਲੇਬਲ ਦੇ ਬਾਹਰ ਜਾਣ ਦੇ ਸਮੇਂ ਨਾਲ ਮੇਲ ਨਹੀਂ ਖਾਂਦੀ
ਤਰੀਕੇ:
1. ਤਬਾਦਲੇ ਦੀ ਗਤੀ ਨੂੰ ਸੋਧੋ. ਜਿਵੇਂ ਕਿ ਜੇ ਬੋਤਲ ਦੇ ਆਉਣ ਤੇ ਲੇਬਲ ਪਹਿਲਾਂ ਹੀ ਬਾਹਰ ਆ ਗਿਆ ਸੀ, ਤਾਂ ਇਹ ਟ੍ਰਾਂਸਫਰ ਦੀ ਗਤੀ ਨੂੰ ਹੌਲੀ ਕਰ ਸਕਦਾ ਹੈ.
2. ਵਿਰੋਧੀ ਫੋਟੋ ਬਿਜਲੀ ਨੂੰ ਸੋਧੋ. ਟ੍ਰਾਂਸਫਰ ਡਿਵਾਈਸ ਤੇ ਥੋੜਾ ਜਿਹਾ ਖਰਚਾ ਲਗਾਉਣ ਵਾਲੀ ਬਰੈਕਟ ਨੂੰ ਹਟਾਓ ਅਤੇ ਫਿਰ ਮਸ਼ੀਨ ਨੂੰ ਚਲਾਉਣ ਲਈ "ਸਟਾਰਟ" ਦਬਾਓ. ਜੇ ਲੇਬਲਿੰਗ ਦੀ ਗਤੀ ਅਜੇ ਵੀ ਸਹੀ ਨਹੀਂ ਹੈ, ਤਾਂ ਉਪਰੋਕਤ ਵਿਧੀ ਅਨੁਸਾਰ ਇਸ ਨੂੰ ਬਿਹਤਰ ਸਥਿਤੀ ਵਿਚ ਸੋਧਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਟੈਗ: ਸ਼ੀਸ਼ੀ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ, ਛੋਟੇ ਬੋਤਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਹਾਈ ਸਪੀਡ ਛੋਟਾ ਗੋਲ ਅੱਖ ਬਲੈਕ ਬੋਤਲ ਲੇਬਲ ਸਟਿੱਕਰ ਮਸ਼ੀਨ
ਹਾਈ ਸਪੀਡ ਛੋਟਾ ਗੋਲ ਅੱਖ ਬਲੈਕ ਬੋਤਲ ਲੇਬਲ ਸਟਿੱਕਰ ਮਸ਼ੀਨ ਗੋਲ ਬੋਤਲ ਲਈ ਅਲਮੀਨੀਅਮ ਅਲਾਇਰ ਓਪੀਅਲ ਵਾਇਲ ਇੰਡਸਟਰੀਅਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਗੋਲ ਬੋਤਲ ਲਈ ਅਲਮੀਨੀਅਮ ਅਲਾਇਰ ਓਪੀਅਲ ਵਾਇਲ ਇੰਡਸਟਰੀਅਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਵੇਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਸਰਵੋ ਕੰਟਰੋਲਰ ਨੂੰ ਪ੍ਰਤੀ ਮਿੰਟ 60 - 300 ਪੀ.ਸੀ. ਅਨੁਕੂਲਿਤ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ
ਵੇਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਸਰਵੋ ਕੰਟਰੋਲਰ ਨੂੰ ਪ੍ਰਤੀ ਮਿੰਟ 60 - 300 ਪੀ.ਸੀ. ਅਨੁਕੂਲਿਤ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ ਆਟੋਮੈਟਿਕ ਵਾਇਲ ਲੇਬਲਰ ਹਰੀਜ਼ੱਟਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਅਲਮੀਨੀਅਮ ਐਲੋਏ
ਆਟੋਮੈਟਿਕ ਵਾਇਲ ਲੇਬਲਰ ਹਰੀਜ਼ੱਟਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਅਲਮੀਨੀਅਮ ਐਲੋਏ ਬੋਤਲ / ਜਾਰ / ਕੰਟੇਨਰ ਲਈ ਆਟੋਮੈਟਿਕ ਟੌਪ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਬੋਤਲ / ਜਾਰ / ਕੰਟੇਨਰ ਲਈ ਆਟੋਮੈਟਿਕ ਟੌਪ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਹਾਈ ਸਪੀਡ ਬੈਸਟ ਕੀਮਤ Sus304 ਇਕਾਨਮੀ ਸਟਿੱਕਰ ਵਾਇਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਹਾਈ ਸਪੀਡ ਬੈਸਟ ਕੀਮਤ Sus304 ਇਕਾਨਮੀ ਸਟਿੱਕਰ ਵਾਇਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਓਰਲ ਇੰਡਸਟਰੀਅਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਜ਼ੁਬਾਨੀ ਤਰਲ ਬੋਤਲਾਂ ਲਈ
ਓਰਲ ਇੰਡਸਟਰੀਅਲ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਜ਼ੁਬਾਨੀ ਤਰਲ ਬੋਤਲਾਂ ਲਈ ਹਾਈ ਸਪੀਡ ਆਰਥਿਕਤਾ ਪਲਾਸਟਿਕ ਲੰਚ ਬਾਕਸ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਹਾਈ ਸਪੀਡ ਆਰਥਿਕਤਾ ਪਲਾਸਟਿਕ ਲੰਚ ਬਾਕਸ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਤਿੰਨ ਫੇਸ ਲੋਕੇਸ਼ਨ ਆਟੋਮੈਟਿਕ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਰੋਟਰੀ ਸਿਸਟਮ ਮਸ਼ੀਨਰੀ
ਤਿੰਨ ਫੇਸ ਲੋਕੇਸ਼ਨ ਆਟੋਮੈਟਿਕ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਰੋਟਰੀ ਸਿਸਟਮ ਮਸ਼ੀਨਰੀ ਟਰਨਟੇਬਲ ਦੇ ਨਾਲ ਆਟੋਮੈਟਿਕ ਡਬਲ ਸਾਈਡ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ
ਟਰਨਟੇਬਲ ਦੇ ਨਾਲ ਆਟੋਮੈਟਿਕ ਡਬਲ ਸਾਈਡ ਸਟਿੱਕਰ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ